
Ntendula:
Nsinga na beto ya EDM ya cuivre ya bo me tula na étain ti ba teknolozi bonso busbar electroplating mpi post-dessin stretching, yo ke twadisaka mbote-mbote mutindu couche galvanisé ke vandaka, yo ke kumisaka ngolo kisalu ya kusala kura mpi ngolo ya kuzenga na presision ke kumaka mingi kuluta 10% (Internationally avanced)
Mambote:
• Ngolo ya kukangama ya kukangama.
• Kubalula mambu na sikisiki yonso.
• Stable épaisseur ya couche ya couche.
• Evolisio ya gaz ya fioti.
• Kukangama ya ngolo ya couche ya kufika
Ngolo ya Kulemba:
Kulemba ya nsinga ya EDM ya Cuivre ya Etain Stress ya kuluta nene yina lenda kanga ntima na ntalu mosi ya banzietelo kukonda kupasuka kele ngolo ya kulemba. Bo ke tubaka nde ngolo ya kulemba ya bo me vukisaka ti bima ya kwivre kele 100000000 cycles .
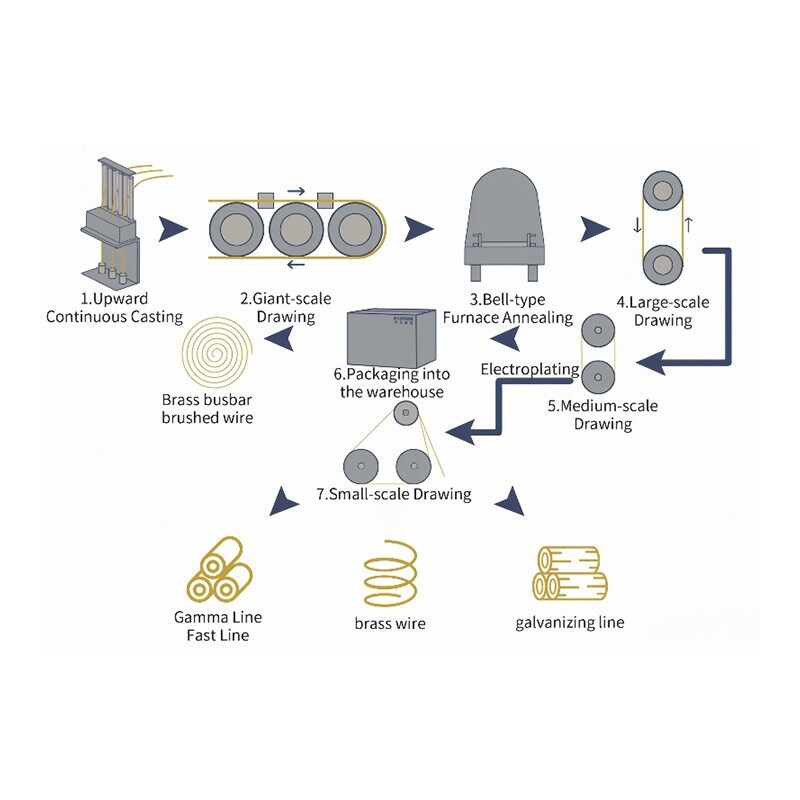
Nzila ya kusala bansinga ya EDM ya KSPARK:
Kusala mpi kuyidika bansinga ya kwivre banda na ingot tii na bima ya me mana:

Bikalulu ya teknike:
|
Kusala |
Diametre |
Ngolo ya kukangama |
Kukuma nda |
Munene ya couche ya kufika |
Kuyela ya gaz |
|
Nsinga ya kwivre ya bo me sala |
Φ0,9-1,6mm |
450-550 MPa |
15-28% |
0.5-2μm |
<150μl/g/day |
Kukangama na Corrosion
E nsinga mia EDM mia nsongo mia nsinga wa nsongo miambote kikilu muna: Hidróxido de aluminio, Calcare, Tétracloruro de carbono seco, Hidrógeno, Oxígeno. Kukangama ya mvimba na: Ba acide gras, Hydroxyde de potassium, Bicarbonate de sodium, Chlorure d’éthyle, Ba acide organiques. Prone ya "desincification" mpe "kupasuka ya corrosion ya mpasi".






